В нашем производственно-складском комплексе в п. Понтонный функционирует ТОКАРНЫЙ ЦЕХ, оказывающий Услуги по резке, гибке, рубке, сварке металлопроката и производству закладных деталей, заготовок, шпилек, металлоконструкций.
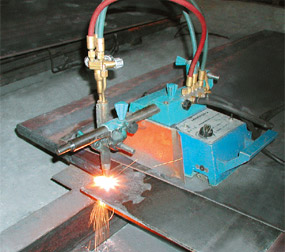
Ручная резка металлопроката газом
КИСЛОРОДНАЯ РЕЗКА ГАЗОМ – это один из способов термической обработки металла путем воздействия чистого потока кислорода на горячий металл. Сгорая, смесь пропана (ацетилена или других газов) с кислородом, нагревает металл до высокой температуры, при которой происходит химическая реакция между кислородом и металлом обеспечивая высокую температуру для локального плавления. Металл сгорает в струе кислорода, а образовавшиеся оксиды выдуваются из участка разреза. Данный тип резки носит название — разделительная газовая резка металлопроката. Он предназначен для раскроя листов металлопроката, разделки кромок под сварку, вырезки заготовок различной формы и других работ, связанных с разрезанием металла на части. Резка газом может применяться и для разделки канавок, удаления поверхностного слоя металла и устранения поверхностных дефектов. В этом случае газовая резка называется поверхностной.
Кислородную резку производят резаком — специальной сварочной горелкой с дополнительным устройством для подвода кислорода. Важное промышленное значение имеет резка газом, дающая возможность резать металлы различной толщины не только по прямой линии, но и по любому контуру. В ряде производств кислородная резка является одним из основных элементов технологического процесса изготовления металлических изделий.
В зависимости от формы реза кислородная резка бывает:
- резка прямым резом;
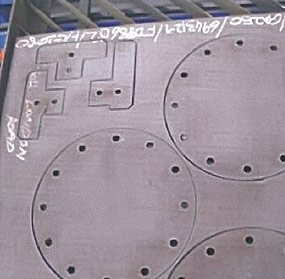
- вырезка флянцев и других простых деталей с прямолинейными, круговыми или произвольными контурами (диаметр вырезаемых кругов — 300-3000 мм).
Кислородная резка газом рекомендуется для того, чтобы резать листовой, сортовой и трубный металлопрокат:
| Труба | D 77 – 820 мм |
| Уголок | 75 – 250 мм |
| Швеллер | 8 – 40 см |
| Полоса | 20-100 х 3-10 мм |
| Арматура | D 10 – 80 мм |
| Круг | D 6 – 270 мм |
| Шестигранник | D 6 – 100 мм |
| Квадрат | 6 – 200 мм |
Газовой резке поддаются только те металлы, которые удовлетворяют следующим главным требованиям. Температура плавления металла должна быть больше температуры воспламенения его в кислороде. В противном случае металл будет только плавиться, но не будет сгорать. Например, низкоуглеродистая сталь имеет температуру воспламенения в кислороде 1300-1350 °С, а температуру плавления — около 1500 °С. Однако повышение количества углерода в стали будет сопровождаться увеличением температуры воспламенения в кислороде и уменьшением температуры плавления. В связи с этим газовая резка стали с повышенным содержанием углерода и примесей становится проблематичной.
Температура плавления металла должна быть выше температуры плавления оксидов. Данное требование необходимо для того, чтобы образующиеся при резке оксиды легко выдувались кислородом и не мешали дальнейшему окислению и резке. Например, при резке алюминия образуются оксиды с температурой плавления приблизительно 2050 °С, а при резке хромистых сталей — оксиды с температурой плавления около 2000 °С. Совершенно очевидно, что эти оксиды покрывают поверхность металла и прекращают тем самым дальнейший процесс резки.
Теплопроводность металла должна быть как можно меньшей, ибо при большой теплопроводности сообщаемая металлу теплота быстро уходит из зоны резки и подогреть такой металл до температуры воспламенения будет трудно.
Количество выделяющейся при сгорании металла теплоты должно быть достаточно большим, так как эта теплота нагревает пограничные с зоной резки участки металла и тем самым обеспечивает непрерывность процесса резки. Так, например, при резке низкоуглеродистой стали 65—70% суммарного количества теплоты выделяется от сгорания металла в струе кислорода, остальные 30-35% составляет теплота от подогревающего пламени резака.
Возникшие при резке газом шлаки должны быть достаточно текучими и без труда выдуваться из разреза. Вязкие и тугоплавкие шлаки будут серьезно затруднять процесс резки. Перед началом резки нужно тщательно очистить поверхность разрезаемого металла от ржавчины, окалины, грязи и краски. Для их удаления необходимо медленно провести пламенем резака по поверхности металла вдоль предполагаемой линии разреза. При этом окалина отстает от металла, а краска и масло выгорают. После этого следует зачистить металлическую поверхность щеткой.
Необходимо заметить, что разные металлы в разной степени подвергаются кислородной резке газом. Низкоуглеродистые стали с содержанием углерода не более 0,3% режутся газом очень хорошо, тогда как среднеуглеродистые стали (с количеством углерода не выше 0,7%) режутся газом несколько хуже. Высокоуглеродистые стали режутся газом с большим трудом, а при содержании углерода свыше 1% резка газом неосуществима без добавки специальных флюсов. Высоколегированные стали газокислородной сварке не поддаются, для их резки нужно использовать плазменно-дуговую или кислородно-флюсовую резку, которой можно разрезать еще медь, латунь, бронзу. Для разделки алюминия и его сплавов применима плазменно-дуговая резка. Таким образом, после характеристики разрезаемости следует изучить особенности технологии резки разных металлов в зависимости от их толщины, вида разрезаемого профиля, химического состава и деформируемости в результате высокотемпературного воздействия.
Преимущества газовой резки:
- возможность реза любого стального металлопроката толщиной до 80 мм за исключением нержавеющего проката;
- возможность осуществления реза любой сложности;
- возможность проводить поверхностную обработку металла кроме непосредственно основной разделительной резки;
- широкий ассортимент и диапазон толщин металлопроката;
- относительно быстро и универсально;
- возможность одновременной резки большого количества сортового проката, за исключением швеллера и балки;
- оптимальное соотношение «цена – качество» услуги.
Недостатки резки газом:
- невозможность резки кругов и квадрата сплошного сечения свыше 100 мм;
- возможна резка только углеродистых сталей;
- худшее, по сравнению с другими способами, качество резанной кромки (бывает обгорелая кромка, окалина, неровные края, коробление металла), что требует дополнительной механической обработки;
- при резке металла толщиной более 30 мм может быть достаточно широкая линия реза — 3 мм;
- низкая точность резки, отклонения до 8 мм;
- значительная зона термического воздействия;
- при резке сгорает от 4 до 10 мм металла, в зависимости от толщины разрезаемого проката.
- сгорает 3-4 мм при толщине прорезаемого металла до 6 мм;
- сгорает около 5 мм при толщине прорезаемого металла от 8 мм до 12 мм;
- сгорает до 6 мм при толщине прорезаемого металла от 14 мм до 25 мм;
- сгорает от 5 мм до 7 мм при толщине прорезаемого металла свыше 30 мм и до 60 мм.
Машинная резка металлопроката газом (Машиной ГУГАРК)
ПОЛУАВТОМАТИЧЕСКАЯ РЕЗКА ГАЗОМ АР (МАШИНОЙ ГУГАРК) – это один из видов кислородной разделительной резки металла, которая позволяет выполнять прямо- и криволинейную резку листов с подготовкой кромок под сварку, вырезку полос одновременно двумя резаками, вырезку фланцев и дисков, резку по разметке одним резаком. Данная резка по сравнению с другими газовыми способами обработки металла дает меньшую погрешность — 2 мм.
Машина ГУГАРК – это самоходная электрическая машинка, с возможностью изменения скорости движения, осуществляющая резку с помощью направляющих или циркульного устройства. Оснащение ее циркульным устройством позволяет вырезать заготовки круговой формы без копира. В качестве направляющих может использоваться обычный уголок. Резка возможна при температуре окружающего воздуха от +5° до +35°С и относительной влажности до 80%.
Данным способом резки рекомендуется обрабатывать лист 10-100 мм.
Преимущества газовой резки:
- Относительно высокая точность реза +- 2 мм;
- Возможность вырезания фланцев и кругов;
- оптимальное соотношение «цена – качество» услуги.
Недостатки резки газом:
- не высокая скорость реза;
- возможность резки только листового проката;
- более высокие требования к площадке, по сравнению с обычной газовой резкой, на которой производятся работы;
- при резке сгорает от 5 мм до 8 мм металла, в зависимости от толщины разрезаемого проката.
- сгорает 4 мм при толщине прорезаемого металла от 10 мм до 16 мм;
- сгорает 5 мм при толщине прорезаемого металла от 16 мм до 30 мм;
- сгорает 5-8 мм при толщине прорезаемого металла до 100 мм;
Плазменный раскрой листового металлопроката (резка листа плазмой)
ООО "СпецСплав" предлагает услуги по сверловке, маркировке, газовой резке и плазменному раскрою листового металлопроката на станках ЧПУ.
Оборудование мтр с чпу satronik hd6000, (германия)
Технические характеристики
Толщина углеродистой стали, max, мм 1,0-300,0 Толщина нержавеющей стали, max, мм 1,0-40,0 Габариты (рабочая зона), max, мм
5200-25000 Точность обработки +/-0 5мм Разметка, маркировка плазма Количество плазменных резаков, шт 1 Количество газовых резаков, шт 8 Основные преимущества:
- Высокое качество плазменной резки (система Kjellbreg HiFocus 280i, используемый газ-кислород)
- Сокращение последующих операций механообработки на 80 % за счет качества резки
- Обработка нержавеющих сталей алюминиевых сплавов до 40мм
- Резка низкоуглеродистых сталей до 300 м
- Возможность маркировки вырезаемых изделий (плазмой)
- Для газового раскроя на полосы может быть использовано одновременно 8 резаков
Оборудование mag-c-620, vernet-behringer (германия-франция)
Основные преимущества:
- Высокое качество плазменной резки (система Hiperterm HPR260 используемый газ-кислород)
- Возможность нарези резьбы до 30 мм
- Сокращение последующих операций механообработки на 80 % за счет качества резки
- Обработка низкоуглеродистых и нержавеющих сталей, алюминиевых сплавов до 40мм
- Возможность маркировки вырезаемых изделий (механическая или плазма)
- Сверловка отверствий и вырезка детали плазмой за один установ, что гарантирует взаимное расположение отверстий между собой и относительно габаритов изделия
Технические характеристики:
Толщина стали, max, мм 5,0-420,0 Габариты (дхш), max, мм 2000×6000 Точность обработки
+/-0 5мм Разметка плазма Маркировка Механ. или плазма Диаметр сверления, max, мм 40,0 Газовая и плазменная резка листового проката на машине термической резки с ЧПУ
Последовательность операций:
Загрузка листа → подача листа захватами в зону обработки → сверление отверстий по программе → вырезка детали/изделия плазмой
-
-